
کاتر (تیغه برش) التراسونیک
برش التراسونیک تایر و لاستیک بهترین پیوستگی برش و یکپارچگی مواد را در مقابل هر وسیله مکانیکی دیگر فراهم میکند. این برش توسط فناوری اولتراسونیک بدست میآید بنابراین هیچ ارهای وجود ندارد و نیازمند تیز کردن تیغه نیست در نتیجه یکنواختی بالا و قوام عالی ماده پس از برش، کیفیت تولید را افزایش میدهد.
اعمال ارتعاش اولتراسونیک بر روی ابزار میتواند سطح برشی ایجاد کند که تقریباً بدون اصطکاک است این برشها فواید زیادی را به همراه دارند.
- عملکرد کاتر اولتراسونیک یا چاقوی برش اولتراسونیک به چه شکل است؟
اجزای اصلی کاتر اولتراسونیک یا چاقوی برش اولتراسونیک شامل کانورتر یا ترنسدیوسر التراسونیک، بوستر، هورن یا تیغه برش و منبع تغذیه (ژنراتور) است. منبع تغذیه التراسونیک توان ورودی را به یک جریان با ولتاژ بالا و فرکانس بالا تبدیل میکند و آن را به ترنسدیوسر یا کانورتر اولتراسونیک تحویل میدهد. مبدل التراسونیک در واقع انرژی الکتریکی ورودی را به انرژی مکانیکی یعنی امواج التراسونیک یا فراصوت تبدیل میکند و باعث حرکت طولی میشود. وظیفه بوستر این است که دامنه خروجی را تقویت نماید و از طرفی به طور معمول سیستم ارتعاشی التراسونیک از طریق نقطه گره بوستر گرفته میشود. تیغه برش یا هورن التراسونیک دامنه را از یک طرف بیشتر کرده و موج اولتراسونیک را متمرکز میکند. با این کار مقاومت اصطکاکی آن در اثر ارتعاش کاهش مییابد در این زمان با یک نیروی برشی کوچک برش اتفاق میافتد.


- کاربرد های کاتر التراسونیک
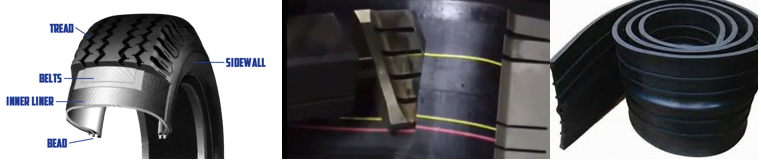
برش لاستیک جزو اولین فرآیندهای ساخت آن است و کیفیت بالای این مرحله تضمینی مهم برای کیفیت لاستیک است. روش برش التراسونیک نه تنها میتواند کیفیت محصولات را بالا ببرد بلکه بهرهوری نیروی کار را بهبود میبخشد و باعث کاهش هزینههای چرخه تولید میشود. برش اولتراسونیک ابزار مناسب برای برش آستر داخلی و دیوارههای جانبی لاستیکهای نیمه فولادی و لاستیکهای رادیال است. فیلم برش لاستیک توسط کاتر التراسونیک را در انتهای متن مشاهده فرمایید.
- ویژگیهای برش با کاتر التراسونیک
کیفیت بالای سطح برش التراسونیک باعث میشود تا اتصال خوبی در مسیر تولید رخ دهد و همچنین این برش باکیفیت در تولید محصول با کیفیت بسیار موثر است.
برش به وسیله ابزارهای معمول نه تنها سرعت پایینی دارد بلکه نیازمند تعمیرات دورهای و رسیدگی بالا است. درحالی¬که برش به وسیله کاتر اولتراسونیک نه تنها باعث افزایش سرعت میشود بلکه تیز کردن دورهای تیغه لازم نیست.
عدم استفاده از شیوههای معمول که نیازمند پرس سنگین یا ابزار تیز هست باعث میشود ایمنی در فرایند برش التراسونیک یا فراصوت بسیار بالاست.
در اثر اصطکاک بالا بین تیغه برش در روش سنتی عمر تیغه بسیار کمتر از روش التراسونیک است زیرا کیفیت ساخت این تیغه و همچنین کاهش اصطکاک بر اثر ارتعاش تیغه سبب میشود عمر تیغه در روش اولتراسونیک به مراتب بیشتر باشد.
با توجه به قوام و کیفیت بالای برش این امکان را میدهد تا برشی با دقت بالا انجام شود.
در طی فرآیند برش التراسونیک هیچگونه ماده روانکاری استفاده نمیشود و فرآیند برش در فرکانس 20-40kHz انجام میگیرد که این فرکانس بسته به مادهای که برش داده میشود متفاوت است.
با استفاده از کاتر التراسونیک هنگام برش لاستیک، گرمای کمی ایجاد میشود. این مزیتی است که باعث میشود کیفیت لاستیک تغییری در محل برش نکند.
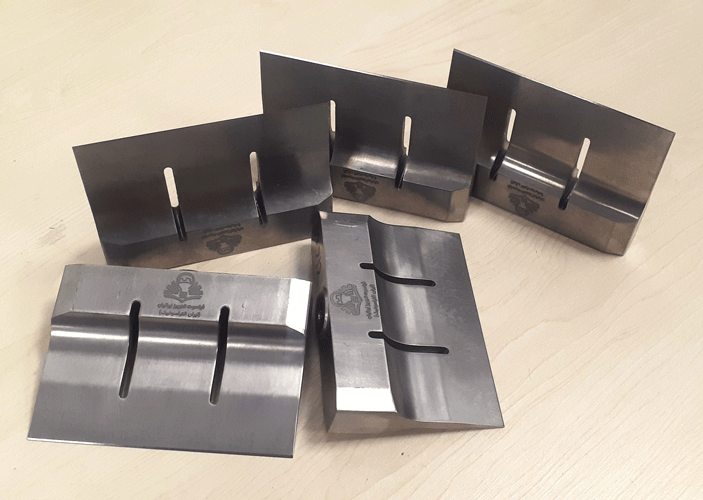
تیغه برش عموماً از جنس آلیاژ تیتانیوم ساختهشده است، این ماده کاملاً بیاثر و ماندگار است. اعمال ارتعاش اولتراسونیک یا مافوق صوت به یک ابزار برش، نیروی برش موردنیاز را کاهش میدهد و در نتیجه نیروی اصطکاک بین قطعه موردنظر و ابزار برش را نیز کاهش میدهد که این خود تنش اعمال شده به قطعه کار را کاهش میدهد. نیروی اعمال شده کمتر و نتیجتاً تنش اعمال شده کمتر به قطعه موردنظر یعنی سطح برش تمیزتر و پاکیزهتر و بهتری خواهیم داشت. این مهم حتی انجام برشهای بسیار نازک را نیز برای ما فراهم میآورد.
- مراحل تولید کاتر التراسونیک در شرکت فراصوت تجهیز ایرانیان
شرکت دانش بنیان فراصوت تجهیز ایرانیان دارای دانش و فناوری طراحی، بهینه سازی ابعاد و ساخت انواع مجموعه ارتعاشی برش اولتراسونیک شامل ترنسدیوسر یا کانورتر، بوستر و هورن یا تیغه برش می باشد. تجهیزات پیشرفته شرکت امکان آزمون تست عملکرد و ارزیابی رفتار ارتعاشی انواع این تجهیزات را با استفاده از منبع تغذیه کالیبراسیون و دستگاه امپدانس آنالایزر (تحلیلگر فرکانسی) فراهم می آورد.
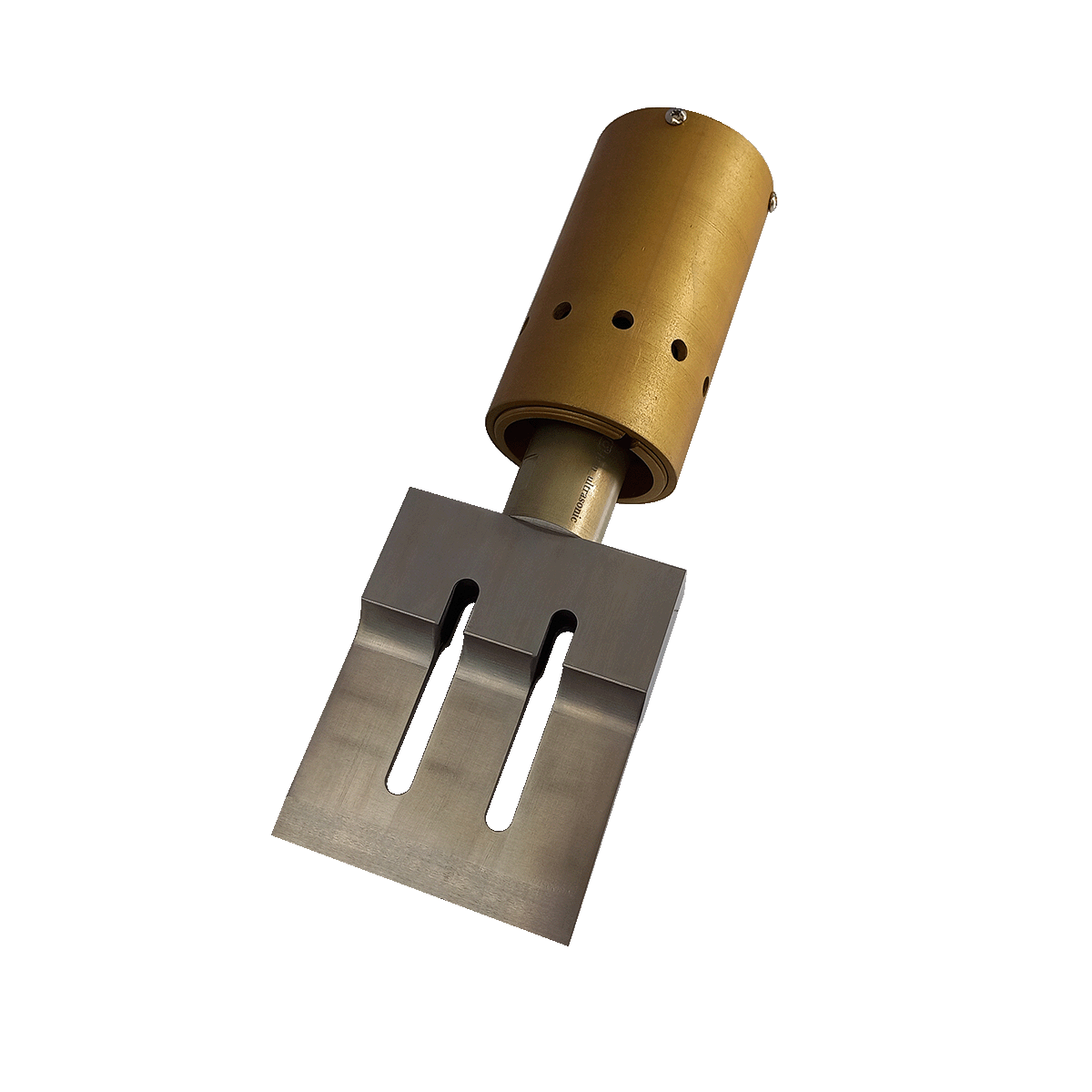
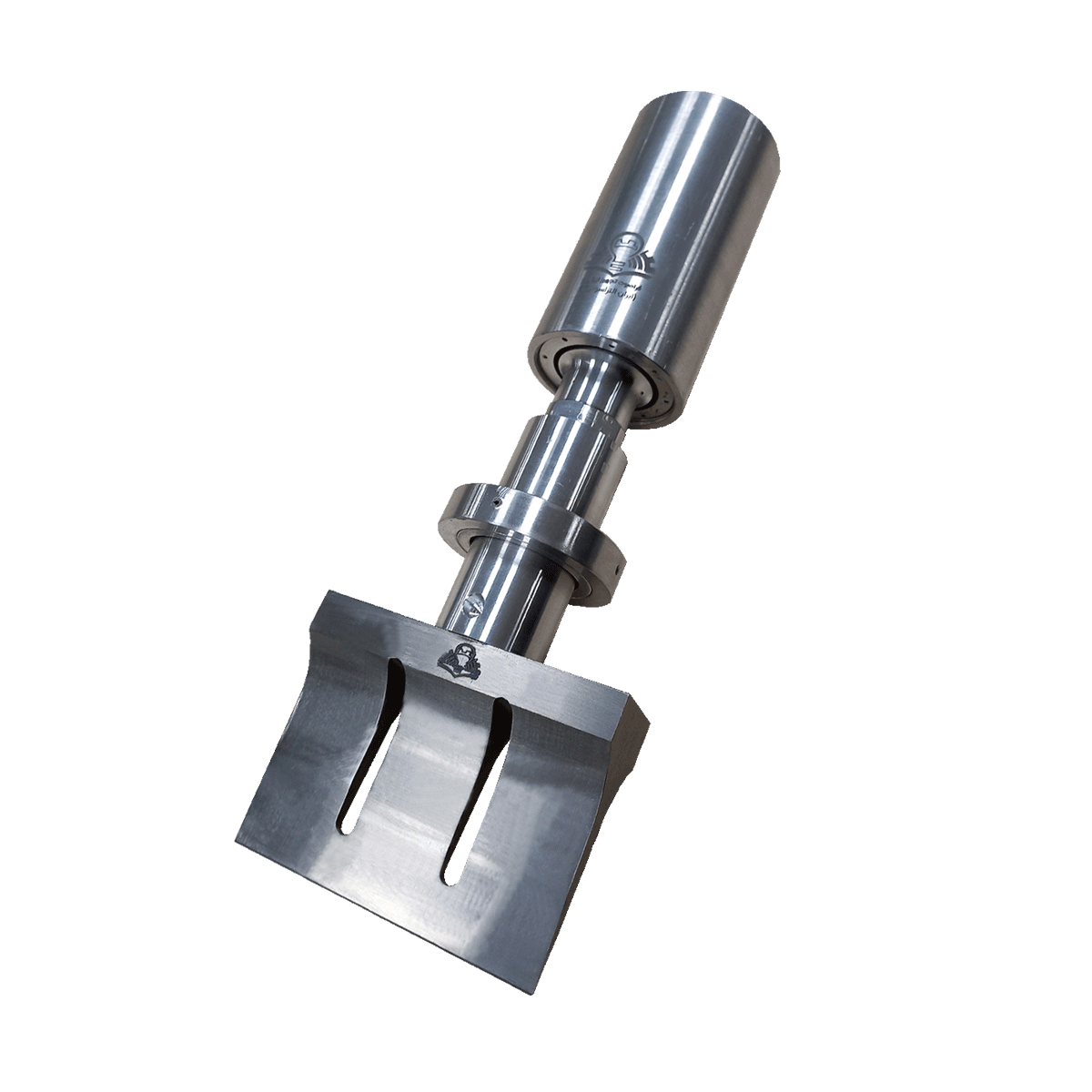
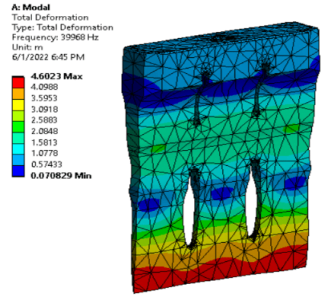
در مراحل طراحی و ساخت، پس از انجام شبیهسازیهای لازم، نمونه بهینه هورن اولتراسونیک با فرکانس نزدیک به فرکانس مطلوب و یکنواختی دامنه مناسب ساخته میشود. شکل زیر نمونه هورن برشی التراسونیک یا فراصوت ساخته شده از آلیاژ تیتانیوم را نشان داده است.

برای تعیین فرکانس رزونانس، هورن التراسونیک، بر روی ترنسدیوسر نصب و توسط دستگاه تحلیل گر امپدانسی نمودار امپدانس-فرکانس آن استخراج میگردد. فرکانس رزونانس، فرکانسی است که مقدار امپدانس سیستم حداقل مقدار خود را دارد. شکل چیدمان آزمون امپدانسی شامل مجموعه ارتعاشی التراسونیک یا فراصوت (ترنسدیوسر و هورن برشی)، دستگاه تحلیلگر امپدانس و نرم افزار مربوطه را نشان میدهد. شکل نتیجه آزمون امپدانسی یعنی نمودار امپدانس فرکانس را نشان داده است.


- فیلم کارکرد کاتر یا تیغه برش التراسونیک
