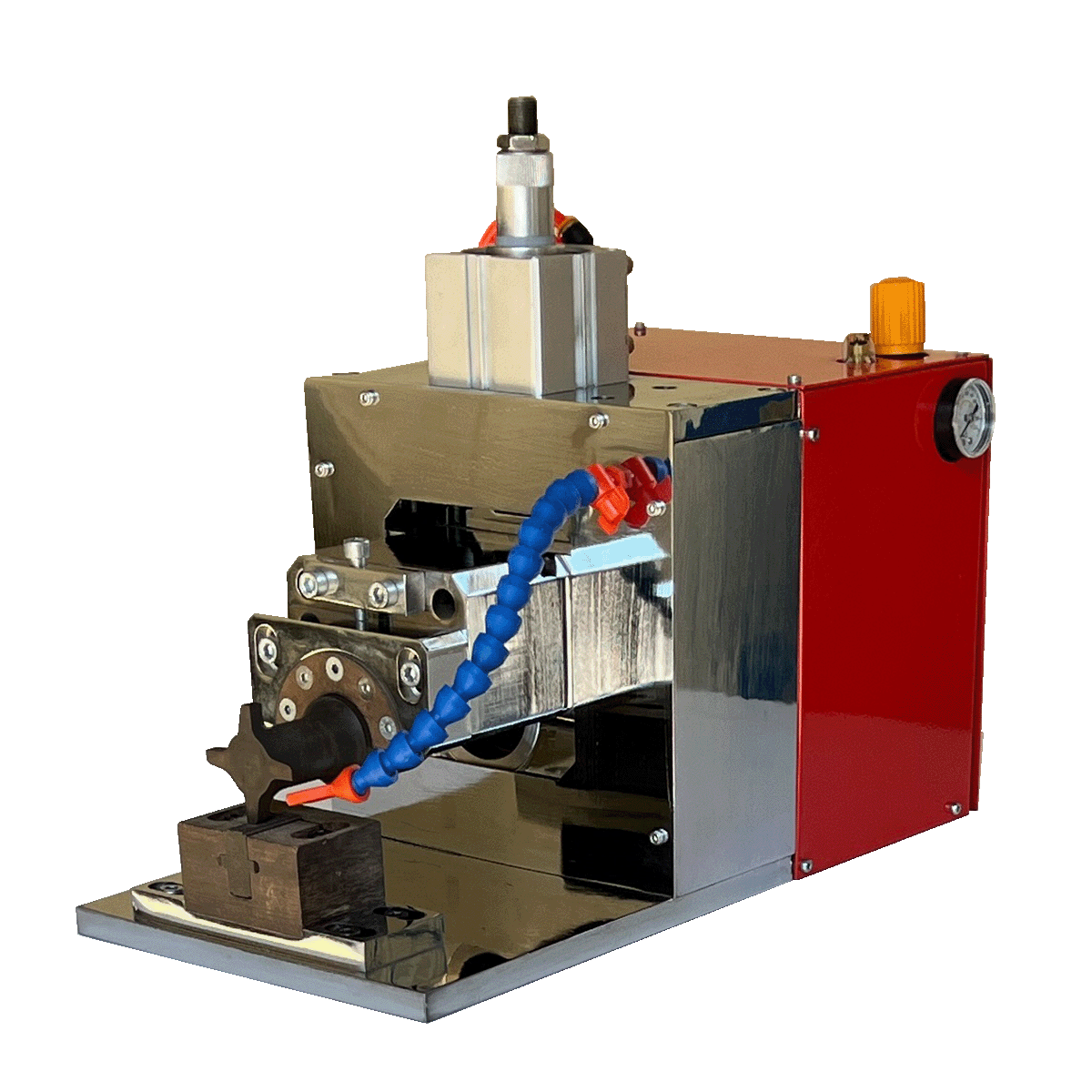
دستگاه جوش فلز التراسونیک
جوشکاری حالت جامد التراسونیک با خواص مکانیکی و فیزیکی بالاتر، جایگزین بسیار مناسبی برای روشهای ذوبی مانند جوشکاری نقطهای و لیزر می باشد. طبق تحقیقات انجام شده توسط شرکت فراصوت تجهیز ایرانیان خواص حاصل از اتصالات بدست آمده از جوش التراسونیک تا 80% نسبت به جوشهای ذوبی افزایش یافته است. همچنین مقالات و پژوهش های روز دنیا نیز این مهم را تایید میکنند و برای کاربردهای مختلف به سمت روش التراسونیک حرکت کردهاند. به طور خلاصه جوشکاری التراسونیک در صنعت الکترونیک، صنایع حرارتی و برودتی و صنعت خودروسازی به طور گسترده مورد استفاده قرار می گیرد.
- روش کار دستگاه جوش فلز التراسونیک
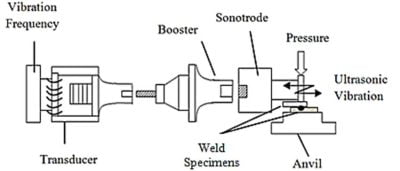
در فرآیند جوش فلزات به روش التراسونیک ، درحالی که دو سطح با اعمال فشار در کنار هم نگه داشته شدهاند ارتعاشات اولتراسونیک با ایجاد حرکت نسبی همراه با اصطکاک بین دو سطح تماسی باعث تولید گرما و بدنبال آن رسیدن سطوح به 30 تا 80 درصد دمای نقطه ذوب میشوند و به اینصورت سطوح یا قطعات در حال تماس به همدیگر جوش داده میشوند. این فرآیند یک فرآیند بدون تغییر فاز است و فلزات بدون آنکه ذوب شوند در حالت جامد به هم متصل میشوند. منبع تغذیه التراسونیک جریان متناوب شهری را به جریان با ولتاژ و فرکانس مناسب میرساند. این فرکانس میتواند بین 15 تا 40 کیلوهرتز باشد. ترنسدیوسر یا کانورتر التراسونیک به وسیله پیزوالکتریک ها انرژی الکتریکی را به انرژی مکانیکی تبدیل میکند. در واقع سیگنالهای الکتریکی به ارتعاشات مکانیکی تبدیل میشوند و سپس این ارتعاشات توسط بوستر تقویت شده و به وسیله هورن یا سونوترود به قطعات انتقال داده میشوند.
- اجزای اصلی دستگاه جوش فلز اولتراسونیک
منبع تغذیه یا ژنراتور التراسونیک: وظیفه منبع تغذیه یا ژنراتور تبدیل جریان متناوب شهری به جریان با ولتاژ و فرکانس مناسب و رساندن آن از طریق کابل به ترنسدیوسر یا کانورتر اولتراسونیک است.
ترنسدیوسر یا کانورتر التراسونیک: همانطور که قبلا اشاره شد ، وظیفه ترنسدیوسر التراسونیک تولید ارتعاشات فراصوت است. پیزوالکتریکهای داخل ترنسدیوسر نیروی الکتریکی را به نیروی مکانیکی تبدیل میکنند. در ترنسدیوسرها بخش پشتیبان و بازخوردگیر وجود دارد که وظیفه آن کنترل ارتعاشات تولیدی پیزوالکتریکها است.
بوستر یا تقویتکننده: بوستر بین ترنسدیوسر و هورن قرار میگیرد و وظیفه آن انتقال ارتعاشات تولیدی توسط ترنسدیوسر به هورن است.
هورن یا سونوترود التراسونیک: هورن ارتعاشات تولید شده را به قطعه کار انتقال میدهد. جهت حرکت هورن در راستای طولی و موازی با سطح تماس بین قطعات است.
- مزایای جوش فلز به روش التراسونیک
- عدم نیاز به ماده واسط، فلز پرکننده و روانساز برای جوش: استفاده از مواد واسط برای جوشکاری فلزات سبب تغییر در خواص مکانیکی آنها میشود و معایبی را بدنبال دارد. در اتصال فلزات به روش التراسونیک برخلاف اتصال به دیگر روشها به هیچ ماده واسط و اضافی نیازی نیست.
- جوش با کیفیت بالا در کمترین زمان ممکن: در جوشکاری اولتراسونیک فلزات، جوش با سرعت بالا و در زمانی کمتر از یک ثانیه انجام میشود.
- جوش با صرفه اقتصادی بالا: جوش در کمترین زمان ممکن، بدون نیاز به ماده واسط و مصرف انرژی پایین جوشکاری التراسونیک را تبدیل به روشی مقرون به صرفه برای جوشکاری فلزات کرده است.
- مصرف انرژی بسیار پایین: مصرف انرژی در جوشکاری با فناوری اولتراسونیک بسیار پایین است.
- توانایی جوش فلز و سیمهای با جنس متفاوت: یکی از چالش های بزرگ موجود در صنعت اتصال فلزات با جنس متفاوت با یکدیگر است. جوشکاری به روش التراسونیک این مشکل را حل کرده به گونه ای که با استفاده از این روش میتوان فلزات با جنس مختلف از جمله مس با آلومینیوم یا فولاد با آلومینیوم را به هم متصل کرد.
- عدم اعمال بار حرارتی به سیمها: برخلاف جوشکاری به روش مقاومتی، در جوشکاری اولتراسونیک ، جریان الکتریکی برقرار نمیشود و همچنین بار حرارتی بالایی به قطعات وارد نمیشود.
- یکنواختی جوش: در جوش به روش التراسونیک ، جوش در تمامی نقاط یکسان و یکنواخت است.
- ایمن بودن اپراتور: اپراتور در معرض گازهای مشتعل یا حلالهای مضر قرار ندارد.
- قابلیت جوش قطعات با ضخامتهای متفاوت: با استفاده از جوشکاری التراسونیک میتوان قطعات و ورقهای فلزی با ضخامت مختلف را به همدیگر جوش داد.
- کاربرد جوشکاری به روش التراسونیک
با گسترش صنایع و تنوع محصولات فلزی و همچنین با اثبات جوشکاری التراسونیک فلزات به عنوان روشی قابل اطمینان با صرفه اقتصادی بالا، کاربردهای آن نیز روز به روز درحال افزایش است.






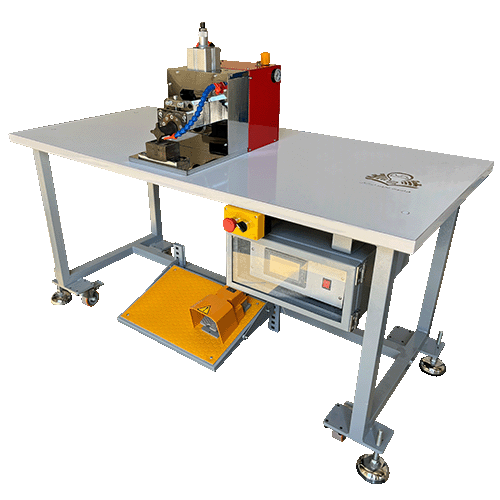
- مشخصات فنی دستگاه جوش فلز التراسونیک
مدل دستگاه | FTI-UMW-2 |
|---|---|
سطح مقطع اتصال | قابلیت طراحی ابزار جوشکاری با توجه به نوع، جنس قطعه و نیاز مشتری |
ابعاد قطعه | قابلیت طراحی دستگاه با توجه به ابعاد قطعه و نیاز مشتری |
فرکانس نامی | 20 کیلوهرتز |
حداکثر توان | 2 کیلووات |
محدوده تنظیم توان | 5-100 درصد (دستی) |
محدوده تنظیم فشار | 1-6 بار (دستی) |
ابعاد دستگاه (همراه میز) | 110*80*170 سانتیمتر |
وزن دستگاه | 90 کیلوگرم |
برق مصرفی | برق تک فاز |
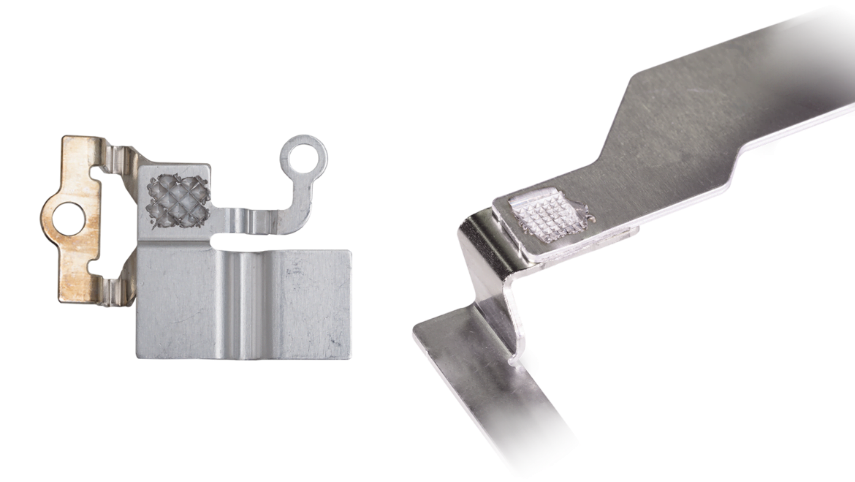
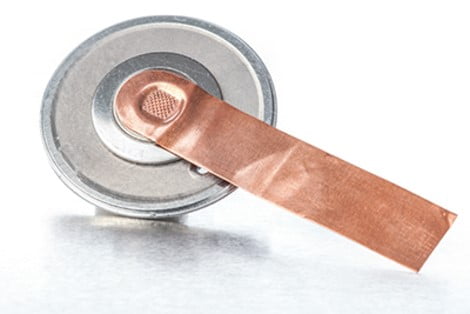
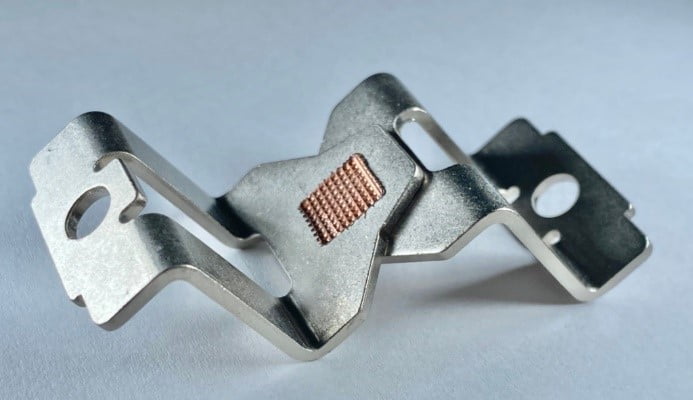
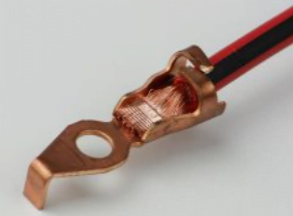
- نمونه هایی از جوش فلز دستگاه برای استفاده در صنعت خودرو


- فیلم کارکرد دستگاه جوش فلز التراسونیک
مشتریان ما برای چه محصولاتی از دستگاه جوش فلز التراسونیک استفاده کردهاند؟

اتصال سیم به ورق در جاروبک با استفاده از دستگاه جوش فلز التراسونیک / اولتراسونیک

کورکردن کلهگی شیر انبساط با دستگاه جوش فلز التراسونیک / اولتراسونیک

اتصال غیرهمجنس توری به ورق با دستگاه جوش فلز التراسونیک/ اولتراسونیک
