- سپتامبر 9, 2024
- زمان مطالعه: 15 دقیقه
آنچه در این مقاله میخوانید
جوشکاری التراسونیک
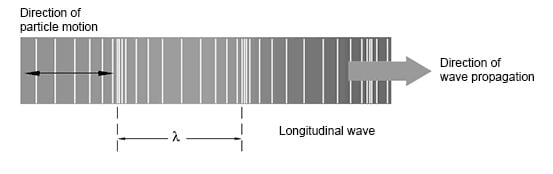
صوت یک موج مکانیکی است که در هر محیط مادی قابلیت انتشار دارد. این موج فشاری در گوش انسان، احساس ایجاد میکند. اگر فرکانس صوت از محدوده شنوایی انسان فراتر رود، به آن فراصوت یا التراسونیک/اولتراسونیک گفته میشود. منظور از فرکانس تعداد رخداد موج در یک ثانیه است. این بخش از امواج صوتی در صنعت و پزشکی کاربرد گستردهای دارد. محدوده فرکانسی امواج التراسونیک در محدوده 20 کیلوهرتز الی 1000 مگاهرتز است.
بر حسب کاربرد التراسونیک به دو بخش سیگنال یا اطلاع رسان و بخش فرآیندی تقسیم میشود. محدوده فرآیندی در حدود 20 الی 100 کیلوهرتز است و از فرکانس های بالا برای سیگنال استفاده میشود. عمده فعالیت شرکت دانش بنیان فراصوت تجهیز ایرانیان در محدوده التراسونیک فرآیندی است یعنی 20 تا 100 کیلوهرتز.
اساس عملکرد جوشکاری التراسونیک
بر اثر اعمال امواج التراسونیک در مواد، رخدادهای مختلفی شکل میپذیرد. ورود التراسونیک به محیط مایع در صورت برخورداری از شدت مناسب منجر به پدیده کاویتاسیون میگردد که کاربردهای گستردهای در همگنسازی و عصارهگیری و احیای چاه نفت دارد و برای اطلاعات بیشتر به صفحه هموژنایزر التراسونیک مراجعه نمایید. در صورت برخورد التراسونیک به ماده جامد، موج در آن منتشر میشود. اگر این محیط جامد، پلاستیک باشد، زنجیرههای مولکولی شروع به نوسان میکنند و دراثر این نوسان، روی هم لغزیده و منجر به ایجاد حرارت ناشی از اصطکاک بین زنجیرههای مولکولی میگردند. در مورد مواد ترموپلاستیک، این مواد چون قابلیت ذوب شدن دارند، اگر شدت انرژی به میزان مشخصی برسد، این مواد شروع به ذوب میکنند و اگر دو تا چند قطعه در کنار هم باشند، با فشار دادن آنها بهم، پس از قطع ارتعاشات، موقعیت ذوب منجمد شده و قطعات به یکدیگر ممزوج میگردند. این اصل علمی زیربنای تولید دستگاههای جوش پلاستیک التراسونیک، دستگاه جوش فلز التراسونیک و دستگاه جوش سیم التراسونیک توسط شرکت فراصوت تجهیز ایرانیان شده است.
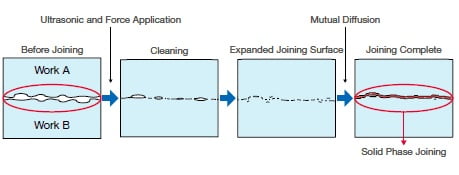
در جوشکاری فلز التراسونیک، ارتعاشات التراسونیک منجر به زدوده شدن لایه اکسیدی روی سطح فلزات در محل اتصال میشود و با نوسازی سطوح تماس، امکان ایجاد جوش حالت جامد التراسونیک از طریق جذب اتمی بین فلزات فراهم مینماید.
مکانیزم جوش پلاستیک التراسونیک شامل آیتمهای زیر است:
- ارتعاش قطعه
- حرارتدهی ویسکوالاستیک مواد ترموپلاستیک
- انتقال حرارت
- سیلان و آغشتهپذیری
- نفوذ بین مولکولی
کاربردهای جوش التراسونیک
- اتصال قطعاتی که با تزریق پلاستیک ایجاد شدهاند
- قطعه اسباب بازی
- اتصال قطعه خودرو
- بستهبندی
- استفاده برای قراردادن فیلتر در چارچوب
- دوخت پاکت جاروبرقی
- دوخت منسوجات
- دوخت قطعات کیسه هوا
- قرارگیری قطعات مغناطیسی در داخل باکسها
نمونههایی از کاربردهای صنعتی جوشکاری التراسونیک












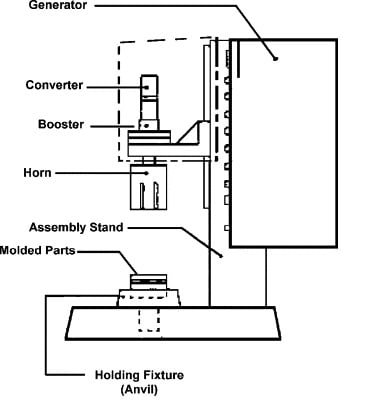
اجزای سیستم التراسونیک یا ماژول التراسونیک
با اعمال جریان الکتریکی توسط منبع تغذیه با ولتاژ و فرکانس بالا به ترنسدیوسر التراسونیک (کانورتور التراسونیک)، ارتعاشات مکانیکی فرکانس بالا با دامنه ریز ایجاد میشود. سپس این ارتعاشات توسط قطعه بوستر به هورن (سونوترود) منتقل میشود. هورن در واقع عامل انتقال ارتعاشات به قطعه و ایجاد ذوب است. سپس، برای شکل دادن به مذاب، دو قطعه تحت فشار قرار گرفته و اجازه داده میشود که با خنک شدن به شکل مطلوب درآید. به مجموعه ترنسدیوسر، بوستر و هورن، ماژول التراسونیک گفته میشود.

پارامترهای فرآیند التراسونیک
دامنه
ابزار ارتعاشی یا هورن التراسونیک با دامنهای در حدود 5 الی 100 میکرومتر در حال نوسان است. بر حسب نوع متریال و هندسه جوشکاری، دامنه ارتعاشی انتخاب میشود. در طراحی سیستم امکان تنظیم دامنه از طریق تغییر توان در منیع تغذیه، طراحی بوستر و هورن وجود دارد. برای ایجاد ارتعاشات در محل اتصال، به حداقلی از دامنه ارتعاشی نیاز است که میتواند به عنوان یک پارامتر بازخوردی وارد منبع تغذیه التراسونیک ساخت شرکت فراصوت تجهیز ایرانیان گردد.
موقعیت روشن شدن التراسونیک
در جوشکاری التراسونیک پس از اطمینان از تماس دو سطح با یکدیگر، ارتعاشات اعمال میگردد. اگر زمان لحظه جوشکاری تغییر کند، روی کیفیت جوش تاثیرگذار خواهد بود. به این تایم در منبع تغذیه با عنوان زمان تاخیر نامیده میشود.

نیروی جوشکاری
برای اطمینان از دستیابی به جوش یکنواخت و با کیفیت و استحکام مناسب، نیاز است تا جوشکاری تحت نیروی مشخصی اجرا شود. کم بودن نیرو موجب عدم تماس قطعات و زیاد بودن نیرو می تواند سبب آسیب رسیدن به قطعات گردد. مقدار نیروی لازم با توجه به هندسه قطعه، با پارامترهای جوشکاری قابل تعیین است. اعمال نیرو از طریق جک پنوماتیک یا موتورالکتریکی در تجهیزات ساخت شرکت فراصوت تجهیز ایرانیان قابل انجام است. همچنین میتوان در دستگاههایی نظیر جوش فلز التراسونیک، از نیرو به عنوان یک پارامتر بازخوردی در طراحی فرآیند استفاده کرد. نیرو باید به گونهای باشد که مانع از لغزش قطعات یعنی هورن و قطعه نسبت به یکدیگر شود.

زمان جوشکاری
پس از اطمینان از تماس سطوح با یکدیگر، ارتعاشات التراسونیک روشن شده و به قطعه اعمال میشود و متناسب با هندسه و جنس قطعه، ممکن است چند دهم ثانیه تا چند ثانیه طول بکشد. این زمان در کنار توان اعمال ارتعاشات التراسونیک خروجی منبع تغذیه التراسونیک شرکت فراصوت تجهیز ایرانیان مقدار انرژی ورودی به قطعه را مشخص میکند.

زمان نگهداشت
پس از اتمام زمان جوشکاری، قطعات باید تحت نیروی جوشکاری نسبت به هم فشار داده شوند تا ضمن خنک شدن قطعات، امکان دستیابی به اتصال مستحکم فراهم گردد. همچنین از این زمان به عنوان تایمی برای خنک شدن هورن نیز استفاده میشود. دردستگاههای جوش سیم، جوش فلز و جوش پلاستیک، مقدار این زمان به شدت روی کیفیت فرآیند اثرگذار است.
کدام مواد با جوش التراسونیک قابلیت ایجاد دارند؟
بطور کلی اکثر مواد ترموپلاستیک قابلیت جوشکاری با التراسونیک را دارند. منظور از ماده ترموپلاستیک، موادی هستند که با اعمال حرارت نرم و قابلیت شکل دهی دارند. هرچه ماده پلاستیک مستحکمتر باشد، امکان دستیابی به جوش با کیفیت بالا بیشتر است. برای آشنایی با جزئیات بیشتر در مورد پلاستیکها به این مقاله رجوع نمایید.
در خصوص فلزات مواد فلزی غیرآهنی نظیر آلومینیوم، نیکل، برنج و مس برای اتصال با جوش مناسب هستند. این روش برای فویلها مناسب است. این اتصالات توسط دستگاه جوش فلز التراسونیک و دستگاه جوش سیم التراسونیک قابل اجراست.
